

 Maison
Maison


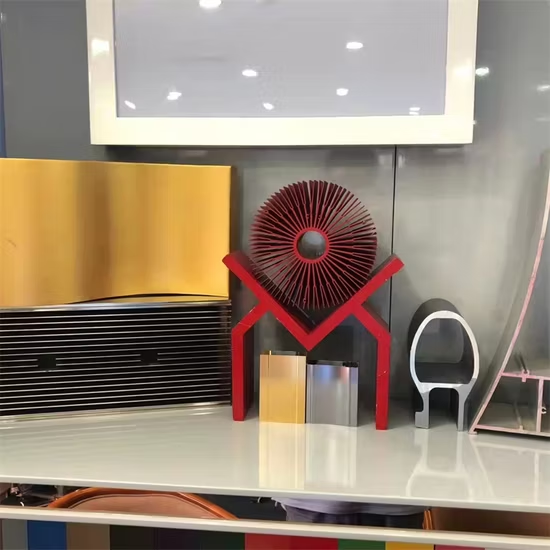


Bonne pièce d'usinage CNC de précision de vente pour la machine de tour
Bonne pièce d'usinage CNC de précision de vente pour la machine de tour
Informations de base
| Modèle NON. | Ligne d'emballage/ligne d'assemblage/ligne de production |
| Forfait transport | Boîte en carton/caisse en bois |
| spécification | F : 25 |
| Marque déposée | précision mondiale |
| Origine | Dongguan, Chine |
Description du produit
| Article | Bonne pièce d'usinage CNC de précision de vente pour la machine de tour |
| Taille | Personnalisé, selon dessin |
| Conception technologique | Analyse des processus et examen des dessins de produits ; Élaborer un plan de traitement ; Compiler les spécifications de processus et concevoir et fabriquer des équipements de processus |
| Matériel | Acier au carbone, Acier inoxydable, Aluminium, Alliage d'aluminium, Alliage de cuivre, Tôle d'acier galvanisée, Alliage de magnésium, Alliage de titane, Matériaux spéciaux, Plastiques techniques… Ou sur mesure |
| Tolérance | +/-0.002mm, 100% QC inspection de qualité avant la livraison, peut fournir un équipement de test de forme d'inspection de qualité |
| Traitement | Fraisage, tournage, perçage, rabotage, ajustage, alésage, meulage, usinage CNC, brochage, meulage et rodage |
| Traitement thermique | Normalisation, Recuit, Trempé, Vieillissement, Trempe, Trempe |
| Traitement spécial | EDM, EDM à fil, Usinage électrochimique, Usinage laser |
| Soutien à l'équipement | Centre d'usinage CNC (DMG / MAZAK), Centre d'usinage composé de fraisage de tournage CNC (DMG), Tour CNC (STS / Feeler / MAZAK / TAKISAWA), Machine de coupe de fil à alimentation lente (SODICK), Outil WEDM NC à grande vitesse (San Guan / Gao Cheng), Fraiseuse (GENTIGER / Joint), Table de meulage (Jian De), Rectifieuse de surface (NAGASHIMA / Wang Pan) |
| Surface | Polissage, sablage, zingage, étamage, nickelage, placage à l'or, placage à l'argent, cuivrage, placage d'alliage et pulvérisation (peinture et pulvérisation de poudre), anodisation et électrophorèse, etc. |
| Certificat | ISO 9001:2015, ISO 13485:2016, ISO 14001:2015, AS 9100D, CWB |
| Test de l'Équipement | CMM (ZEISS/HEXAGON), appareil de mesure de circularité (ACCRETECH), testeur de traction (AIGU), profilomètre (TOKYO), altimètres (TRIMOS/TESA), testeur de dureté (HAIBAO), microscope (EASSON), plate-forme de marbre (XINLEI), etc. |
| Min. Quantité de commande | 1 pièce |
| Capacité d'approvisionnement | 100 000 pièces d'usinage CNC, 3 000 pièces de tôlerie, 50 modules par jour |
| Citation contre | Dessins 2D (PDF, JPG, DWG), dessins 3D (STP, IGS) ou échantillon |
| Terme de paiement | T/T, L/C, D/P, D/A |
| Délai de mise en œuvre | 15-20 jours |


| Schéma d'usinage de surface cylindrique extérieure | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surfaceRa ( μm) | Champ d'application |
| 1 | Voiture rugueuse | IT11-13 | 10 ~ 50 | Convient à tous les métaux autres que l'acier trempé |
| 2 | Tournage dégrossissant et semi-fin | IT8 ~ 10 | 2.5~6.3 | |
| 3 | Tournage grossier, demi-tournage fin, un tournage fin | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Ébauche, demi-tournage, tournage fin, laminage (ou polissage) | IT7~8 | 0,2~0,025 | |
| 5 | Tournage grossier, demi-tournage fin, un meulage | IT7~8 | 0,4 ~ 0,8 | Principalement utilisé pour l'acier trempé, peut également être utilisé pour l'acier non trempé, mais ne convient pas au traitement des métaux non ferreux |
| 6 | Tournage grossier, demi-tournage fin, un meulage grossier un meulage fin | IT6 ~ 7 | 0,1 ~ 0,4 | |
| 7 | Tournage dégrossissant, demi-tournage fin, un dégrossissage unRaffinage-Superfinition (ou Superfinition Meule) | IT5 | 0.012~ 0.1(ouRz0.1) | |
| 8 | Tournage grossier, demi-tournage fin, un tournage fin, un tournage fin (voiture en acier doré) | IT6 ~ 7 | 0,025~0,4 | Principalement utilisé pour le traitement des métaux non ferreux avec des exigences plus élevées |
| 9 | Tournage grossier, tournage semi-fin, meulage grossier, meulage fin et meulage super fin (ou meulage miroir) | IT5 | 0,006~0,025(ouRz0,05) | Usinage cylindrique de très haute précision |
| dix | Tournage grossier, demi-tournage fin, un meulage grossier et un meulage fin | IT5 | 0,006 ~ 0,1 (ou Rz 0,05) | |
| Schéma de traitement d'avion | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surface Ra (μm) | Champ d'application |
| 1 | Voiture rugueuse | IT11 ~ 13 | 12.5~50 | Face d'extrémité |
| 2 | Tournage dégrossissant et semi-fin | IT8 ~ 10 | 3.2~6.3 | |
| 3 | Tournage grossier, demi-tournage fin, un tournage fin | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Tournage grossier, demi-tournage fin, un meulage | IT6 ~ 8 | 0,2 ~ 0,8 | |
| 5 | Dégrossissage (ou dégrossissage) | IT11 ~ 13 | 6.3~25 | Plan généralement non trempé (rugosité de surface de fraisage Ra plus petite valeur) |
| 6 | Dégrossissage (ou Dégrossissage - Dégrossissage (ou Dégrossissage) | IT8-10 | 1.6~6.3 | |
| 7 | Rabotage grossier (ou fraisage grossier - rabotage fin (ou fraisage fin - grattage | IT6 ~ 7 | 0,1 ~ 0,8 | Lorsque le lot d'avions non durcis avec des exigences de précision élevées est important, le schéma de rabotage de précision à large lame doit être adopté. |
| 8 | Remplacez le grattage ci-dessus par un rabot fin à lame large | IT7 | 0,2 ~ 0,8 | |
| 9 | Dégrossissage (ou dégrossissage) - rabotage fin (ou pistolet fin) - meulage | IT7 | 0,2 ~ 0,8 | Méplats trempés ou non trempés avec des exigences de précision élevées |
| dix | Rabotage grossier (ou dégrossissage) - rabotage fin (ou fraisage fin) - meulage | IT6 ~ 7 | 0,025~0,4 | |
| 11 | Fraisage d'ébauche et tirage | IT7~9 | 0,2 ~ 0,8 | Production en série, avion plus petit (la précision dépend de la précision de la broche) |
| 12 | Ebauche fraisage-finition-meulage-meulage | IT5ci-dessus | 0.006~0.1(ouRz0.05) | Avion de haute précision |
| Plan d'usinage des trous | ||||
| Non. | Méthodes de traitement | Précision économique (indiquée par la classe de tolérance) | Valeur de rugosité de surfaceRa(μm) | Champ d'application |
| 1 | Percer | IT11-13 | 12.5 | Usinage d'ébauches solides en acier non trempé et en fonte, peut également être utilisé pour l'usinage de métaux non ferreux, le diamètre du trou est inférieur à 20 mm |
| 2 | Percer une rame | IT8 ~ 10 | 1.6 ~ 6.3 | |
| 3 | Percer une rame grossière | IT7~8 | 0,8 ~ 1,6 | |
| 4 | Percer et agrandir | IT10 ~ 11 | 6.3 ~ 12.5 | Usinage d'ébauches solides en acier non trempé et en fonte, peut également être utilisé pour l'usinage de métaux non ferreux, le diamètre du trou est supérieur à 15 mm |
| 5 | Percer, élargir, aléser | IT8 ~ 9 | 1.6 ~ 3.2 | |
| 6 | Forage-déploiement-grossier-alésage-fin-alésage | IT7 | 0,8 ~ 1,6 | |
| 7 | Percer, agrandir, charnière mécanique et charnière manuelle | IT6 ~ 7 | 0,2 ~ 0,4 | |
| 8 | Percer, agrandir, tirer | IT7~9 | 0,1 ~ 1,6 | Production en série (la précision dépend de la précision de la broche) |
| 9 | Ébauche (ou alésage) | IT11 ~ 13 | 6.3 ~ 12.5 | Divers matériaux sauf acier trempé, ébauches avec trous moulés ou forgés |
| dix | Alésage grossier (expansion grossière) Alésage semi-fin (expansion fine) | IT9 ~ 10 | 1.6 ~ 3.2 | |
| 11 | Alésage grossier (expansion grossière), alésage semi-fin (alésage fin)Expansion) alésage fin (alésage) | IT7~8 | 0,8 ~ 1,6 | |
| 12 | Alésage grossier (expansion grossière), alésage semi-fin (alésage fin)Expansion) un alésage fin un alésage flottant fraise alésage fin | IT6 ~ 7 | 0,4 ~ 0,8 | |
| 13 | Alésage grossier (expansion) demi-alésage fin et un trou de meulage | IT7~8 | 0,2 ~ 0,8 | Principalement utilisé pour l'acier trempé, peut également être utilisé pour l'acier non trempé, mais ne convient pas aux métaux non ferreux |
| 14 | Alésage ébauche (expansion) alésage semi-fin, meulage grossier et meulage fin | IT7~8 | 0,1 ~ 0,2 | |
| 15 | Alésage grossier, alésage semi-fin, alésage fin, marteau fin, alésage fin (alésage au diamant) | IT6 ~ 7 | 0,05~0,4 | Principalement utilisé pour les métaux non ferreux avec des exigences de haute précision |
| 16 | Percez une (développez) une charnière rugueuse une charnière fine oneHoning ; forage un (expansion) un tirant un rodage ; alésage grossier, alésage semi-fin, alésage fin et rodage | IT6 ~ 7 | 0,025 ~ 0,2 | Trous avec des exigences de précision élevées |
| 17 | Remplacement du rodage dans la méthode ci-dessus par le meulage | IT5~6 | 0,006-0,1 | |
| Précision de positionnement des trous parallèles à l'axe (précision économique) | |||||
| Méthodes de traitement | Positionnement de l'outil | L'erreur de distance entre les deux axes du trou ou l'erreur de distance entre l'axe du trou et le plan | Méthodes de traitement | Positionnement de l'outil | L'erreur de distance entre les deux axes du trou ou l'erreur de distance entre l'axe du trou et le plan |
| Perçage sur perceuses verticales ou radiales | Utiliser une perceuse | 0,1 ~ 0,2 | Alésage sur une aléseuse horizontale | Avec matrice ennuyeuse | 0,05 ~ 0,08 |
| Souligner | 1.0 ~ 3.0 | Par modèle de positionnement | 0,08 ~ 0,2 | ||
| Perceuse verticale ou perceuse ShakArm alésage supérieur | Avec matrice ennuyeuse | 0,03 ~ 0,05 | Lire comme indiqué par le localisateur | 0,04-0,06 | |
| Percer sur un tour | souligner | 1.0 ~ 2.0 | Jauge de bloc | 0,05 ~ 0,1 | |
| Utilisez un carré avec une diapositive | 0,1 ~ 0,3 | Utiliser une jauge d'alésage ou une jauge d'épaisseur | 0,05 ~ 0,25 | ||
| Aléseuse à coordonnéesalésage supérieur | Avec des instruments optiques | 0,004-0,015 | Dispositif de coordination avec contrôle de degré | 0,04-0,05 | |
| Aléseuse au diamantalésage supérieur | 0,008~0,02 | Avec un vernier | 0,2 ~ 0,4 | ||
| Alésage sur machines-outils multi-axes | Avec matrice ennuyeuse | 0,03-0,05 | Souligner | 0,4 ~ 0,6 | |

Envoyez-nous